 ЦНЬЈШШЯп
ЦНЬЈШШЯп



АВДЈЛњЦїШЫБрТыЦїИќЛЛВНжшШчЯТЃК
1ЁЂВ№аЖЕчЛњКѓИЧТнЫЈЁЃ

2ЁЂШЁЯТБрТыЦїЕЅдЊ
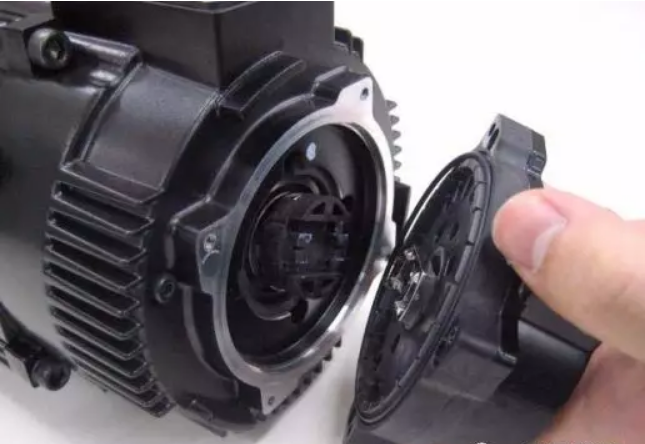
3ЁЂШЁЯТжааФМЏЯпЦї

4ЁЂзМБИКУвЊИќЛЛЕФБрТыЦїКЭOаЭШІвдМАМЏЯпЦїКЫаФЁЃ


5ЁЂМЏЯпЦїЩЯШѓЛЌШЛКѓИљОнБъМЧНјааАВзАЁЃ
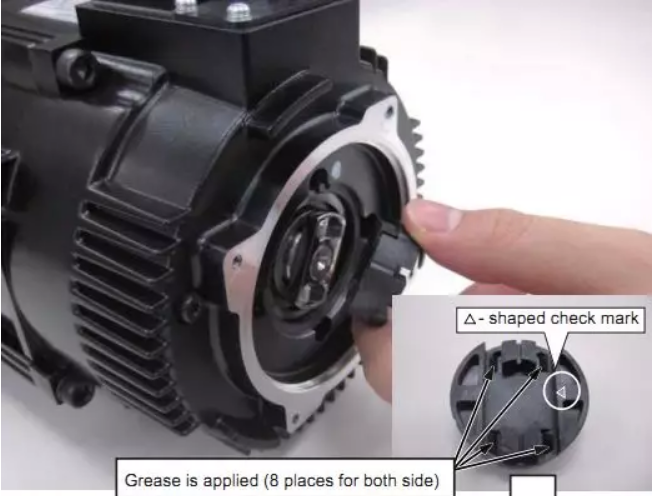
6ЁЂШЗШЯБъМЧЪЧЗёЖдзМЃЌАВзАЕФЪБКђВЛвЊАбШѓЛЌНщжЪВСЕєЁЃ
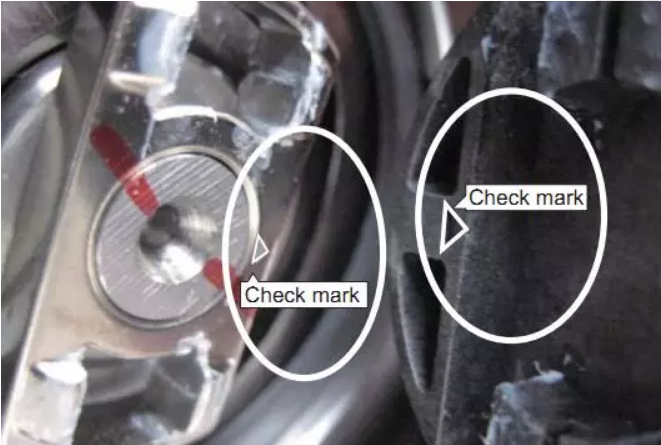
7ЁЂАВзАзЂвтЯИНкЃЌБъМЧЖде§ЃЌOаЭШІвЛЦ№АВзАЁЃ

8ЁЂАВзАЭъГЩКѓЃЌзАЛиТнЫП.

9ЁЂБрТыЦїНгЯпЭМШчЯТЃК

10ЁЂЭЌбљКЭЩЯЦквЛбљЕФЕїЪдЗНЗЈЃЌДѓИХЛиЙЫвЛЯТ
**ЪНБрТыЦїЕФЯрЮЛЖдЦыЗНЪНЃК
**ЪНБрТыЦїЕФЯрЮЛЖдЦыЖдгкЕЅШІКЭЖрШІЖјбдЃЌВюБ№ВЛДѓЃЌЦфЪЕЖМЪЧдквЛШІФкЖдЦыБрТыЦїЕФМьВтЯрЮЛгыЕчЛњЕчНЧЖШЕФЯрЮЛЁЃдчЦкЕФ**ЪНБрТыЦїЛсвдЕЅЖРЕФв§НХИјГіЕЅШІЯрЮЛЕФ*ИпЮЛЕФЕчЦНЃЌРћгУДЫЕчЦНЕФ0КЭ1ЕФЗзЊЃЌвВПЩвдЪЕЯжБрТыЦїКЭЕчЛњЕФЯрЮЛЖдЦыЁЃ
ЗНЗЈШчЯТЃК
-
гУвЛИіжБСїЕчдДИјЕчЛњЕФUVШЦзщЭЈвдаЁгкЖюЖЈЕчСїЕФжБСїЕчЃЌUШыЃЌVГіЃЌНЋЕчЛњжсЖЈЯђжСвЛИіЦНКтЮЛжУЃЛ
2.гУЪОВЈЦїЙлВь**БрТыЦїЕФ*ИпМЦЪ§ЮЛЕчЦНаХКХЃЛ
3.ЕїећБрТыЦїзЊжсгыЕчЛњжсЕФЯрЖдЮЛжУЃЛ
4.вЛБпЕїећЃЌвЛБпЙлВь*ИпМЦЪ§ЮЛаХКХЕФЬјБфбиЃЌжБЕНЬјБфбизМШЗГіЯждкЕчЛњжсЕФЖЈЯђЦНКтЮЛжУДІЃЌЫјЖЈБрТыЦїгыЕчЛњЕФЯрЖдЮЛжУЙиЯЕЃЛ
5.РДЛиХЄзЊЕчЛњжсЃЌШіЪжКѓЃЌШєЕчЛњжсУПДЮздгЩЛиИДЕНЦНКтЮЛжУЪБЃЌЬјБфбиЖМФмзМШЗИДЯжЃЌдђЖдЦыгааЇЁЃ
етРр**ЪНБрТыЦїФПЧАвбОБЛВЩгУEnDATЃЌBiSSЃЌHyperfaceЕШДЎааавщЃЌвдМАШеЯЕзЈгУДЎааавщЕФаТаЭ**ЪНБрТыЦїЙуЗКШЁДњЃЌвђЖј*ИпЮЛаХКХОЭВЛЗћДцдкСЫЃЌДЫЪБЖдЦыБрТыЦїКЭЕчЛњЯрЮЛЕФЗНЗЈвВгаЫљБфЛЏЃЌЦфжавЛжжЗЧГЃЪЕгУЕФЗНЗЈЪЧРћгУБрТыЦїФкВПЕФEEPROMЃЌДцДЂБрТыЦїЫцЛњАВзАдкЕчЛњжсЩЯКѓЪЕВтЕФЯрЮЛЃЌОпЬхЗНЗЈШчЯТЃК
-
НЋБрТыЦїЫцЛњАВзАдкЕчЛњЩЯЃЌМДЙЬНсБрТыЦїзЊжсгыЕчЛњжсЃЌвдМАБрТыЦїЭтПЧгыЕчЛњЭтПЧЃЛ
2.гУвЛИіжБСїЕчдДИјЕчЛњЕФUVШЦзщЭЈвдаЁгкЖюЖЈЕчСїЕФжБСїЕчЃЌUШыЃЌVГіЃЌНЋЕчЛњжсЖЈЯђжСвЛИіЦНКтЮЛжУЃЛ
3.гУЫХЗўЧ§ЖЏЦїЖСШЁ**БрТыЦїЕФЕЅШІЮЛжУжЕЃЌВЂДцШыБрТыЦїФкВПМЧТМЕчЛњЕчНЧЖШГѕЪМЯрЮЛЕФEEPROMжаЃЛ
4.ЖдЦыЙ§ГЬНсЪјЁЃгЩгкДЫЪБЕчЛњжсвбЖЈЯђгкЕчНЧЖШЯрЮЛЕФ-30ЖШЗНЯђЃЌвђДЫДцШыЕФБрТыЦїФкВПEEPROMжаЕФЮЛжУМьВтжЕОЭЖдгІЕчЛњЕчНЧЖШЕФ-30ЖШЯрЮЛЁЃДЫКѓЃЌЧ§ЖЏЦїНЋШЮвтЪБПЬЕФЕЅШІЮЛжУМьВтЪ§ОнгыетИіДцДЂжЕзіВюЃЌВЂИљОнЕчЛњМЋЖдЪ§НјааБивЊЕФЛЛЫуЃЌдйМгЩЯ-30ЖШЃЌОЭПЩвдЕУЕНИУЪБПЬЕФЕчЛњЕчНЧЖШЯрЮЛЁЃетжжЖдЦыЗНЪНашвЊБрТыЦїКЭЫХЗўЧ§ЖЏЦїЕФжЇГжКЭХфКЯЗНФмЪЕЯжЃЌШеЯЕЫХЗўЕФБрТыЦїЯрЮЛжЎЫљвдВЛБугк*жегУЛЇжБНгЕїећЕФИљБОдвђОЭдкгкВЛПЯЯђгУЛЇЬсЙЉетжжЖдЦыЗНЪНЕФЙІФмНчУцКЭВйзїЗНЗЈЁЃетжжЖдЦыЗНЗЈЕФвЛДѓКУДІЪЧЃЌжЛашЯђЕчЛњШЦзщЬсЙЉШЗЖЈЯрађКЭЗНЯђЕФзЊзгЖЈЯђЕчСїЃЌЮоашЕїећБрТыЦїКЭЕчЛњжсжЎМфЕФНЧЖШЙиЯЕЃЌвђЖјБрТыЦїПЩвдвдШЮвтГѕЪМНЧЖШжБНгАВзАдкЕчЛњЩЯЃЌЧвЮоашОЋЯИЃЌЩѕжСМђЕЅЕФЕїећЙ§ГЬЃЌВйзїМђЕЅЃЌЙЄвеадКУЁЃ
ШчЙћ**ЪНБрТыЦїМШУЛгаПЩЙЉЪЙгУЕФEEPROMЃЌгжУЛгаПЩЙЉМьВтЕФ*ИпМЦЪ§ЮЛв§НХЃЌдђЖдЦыЗНЗЈЛсЯрЖдИДдгЁЃШчЙћЧ§ЖЏЦїжЇГжЕЅШІ**ЮЛжУаХЯЂЕФЖСГіКЭЯдЪОЃЌдђПЩвдПМТЧЃК
1.гУвЛИіжБСїЕчдДИјЕчЛњЕФUVШЦзщЭЈвдаЁгкЖюЖЈЕчСїЕФжБСїЕчЃЌUШыЃЌVГіЃЌНЋЕчЛњжсЖЈЯђжСвЛИіЦНКтЮЛжУЃЛ
2.РћгУЫХЗўЧ§ЖЏЦїЖСШЁВЂЯдЪО**БрТыЦїЕФЕЅШІЮЛжУжЕЃЛ
3.ЕїећБрТыЦїзЊжсгыЕчЛњжсЕФЯрЖдЮЛжУЃЛ
4.ОЙ§ЩЯЪіЕїећЃЌЪЙЯдЪОЕФЕЅШІ**ЮЛжУжЕГфЗжНгНќИљОнЕчЛњЕФМЋЖдЪ§елЫуГіРДЕФЕчЛњ-30ЖШЕчНЧЖШЫљгІЖдгІЕФЕЅШІ**ЮЛжУЕуЃЌЫјЖЈБрТыЦїгыЕчЛњЕФЯрЖдЮЛжУЙиЯЕЃЛ
5.РДЛиХЄзЊЕчЛњжсЃЌШіЪжКѓЃЌШєЕчЛњжсУПДЮздгЩЛиИДЕНЦНКтЮЛжУЪБЃЌЩЯЪіелЫуЮЛжУЕуЖМФмзМШЗИДЯжЃЌдђЖдЦыгааЇЁЃШчЙћгУЛЇСЌ**жЕаХЯЂЖМЮоЗЈЛёЕУЃЌФЧУДОЭжЛФмНшжњдГЇЕФзЈгУЙЄзАЃЌвЛБпМьВт**ЮЛжУМьВтжЕЃЌвЛБпМьВтЕчЛњЕчНЧЖШЯрЮЛЃЌРћгУЙЄзАЃЌЕїећБрТыЦїКЭЕчЛњЕФЯрЖдНЧЮЛжУЙиЯЕЃЌНЋБрТыЦїЯрЮЛгыЕчЛњЕчНЧЖШЯрЮЛЯрЛЅЖдЦыЃЌШЛКѓдйЫјЖЈЁЃетбљвЛРДЃЌгУЛЇОЭИќМгЮоДгздааНтОіБрТыЦїЕФЯрЮЛЖдЦыЮЪЬтСЫЁЃ

СЫНтИќЖрАВДЈЛњЦїШЫ
